热门关键词:印染智能装备,纺织印染检测、印染在线检测、整纬机、图像整纬机、整花整纬机、针织克重检测、机缸pH值测控

- 返回顶部
- 400-085-8825
- 0519-88856666
- 在线咨询
- 官网微信

友情链接
江苏霍克智能科技
常州宏大科技手机站
地址:江苏省常州市国家高新技术开发区泰山路220号
免费客服热线:400-085-8825
电话:+86-519-88856666
邮箱:[email protected]
Copyright©2018 2024年新澳门官方网站
网站建设:中企动力 常州 苏ICP备18054645号




宏大最新资讯
400-085-8825
+86-519-88856666

免费客服热线
联系常州宏大
最新产品
MES 实施之难(2)——实施篇!
本文是MES实施系列文章第二篇,第一篇《MES实施之难,首在选型》可点击回顾。笔者讲解了MES选型过程中需要考虑的各方面问题。归纳下来有以下几点:
① 建立良好的MES选型小组
首先高层必须参与并给予足够重视,最好由制造总监亲自挂帅,业务各部分(计划、仓库、生产、工艺、质量、设备等)相关负责人全程跟踪,同时得到行业资深顾问支持。构建“领导”-“执行”-“顾问”三级助推机制,确保MES选型顺利成功。
② 练内功,明需求
理顺自身制造过程关系,加深对MES的认识,为MES选型和实施打好基础。可分为三项工作展开:①构建精益化的制造流程;②理解MES作用;③知道自己想要什么。总结下来即为三字诀——“理业务,提认知,明需求”。
③ 制定合理的MES实施规划
不贪多,不贪功、不贪快。脚踏实地,一步一个脚印地往前推进MES。
④ 了解MES供应商和产品
通过对行业、产品、团队和POC的“四看”,从内到外彻底了解供应商和产品。知己知彼,方能运筹帷幄,成竹在胸。

选型之后,下一步工作难点在实施。
MES的实施涉及到生产、工艺、计划、质量、设备、仓库等多个部门,之间关系千头万绪,业务流程相互耦合,各部门需求众口难调。笔者自2003年从事MES行业伊始,首先接触的便是实施,深知其中之复杂,因此才有撰写本文的冲动。
本文作为系列文章第二篇,主要从笔者的项目管理、项目实施经验出发,分MES的实施动机、MES的实施及团队、MES标准TO-BE流程构建、基础数据标准化方案编写几个方面,依次讲解实施过程中的难点和关键点,为MES项目顺利实施保驾护航。
明目标,树立正确的MES实施动机
在讨论MES项目实施前,我们可以先看看客户企业为什么要上MES,了解客户企业上MES的动机和目的。从笔者的项目经历出发,客户企业上MES的动机主要有以下几种:
1) 制造企业属于OEM性质,为了迎合客户的要求,提出上MES需求;
2) 企业为了响应国家智能制造政策,提出上MES需求;
3) 集团内部或企业与企业间的攀比,提出上MES需求;
4) 集团强制要求子公司上MES,提出上MES需求;
5) 目前制造企业部门之间的衔接、管理、制造业务流程已经明显不适合企业发展,提出上MES需求。
其中,前面四种动机容易失败,原因是他们违反了MES的实施原则。MES是车间自动化、车间业务管理、部门间协同发展到一定阶段后的自然需求。此时,原有的车间管理手段、部门间协同方式已不能满足企业发展的要求,需要进一步深化管控车间的数据、信息、流程和协同。这是推动企业去上MES的主要原因,决定着企业上MES的趋向。而前四种动机要么作用时间有限,要么推动力有限,一旦遇到阻力(如用户不支持,流程理不出来,OEM客户要求变化等),就很难推动企业继续上MES,也就容易失败了。

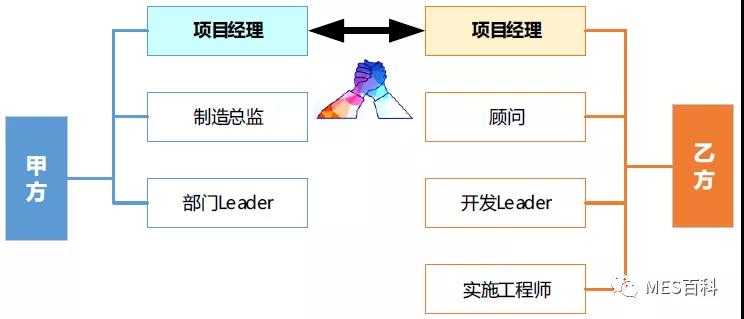
搭团队,明确双方职责,定好KPI
MES 实施是双方的事情,甲乙双方都需要搭建团队,明确项目经理职责及KPI 考核方式。甲方的团队角色主要包括制造总监、项目经理、各个使用部门的LEADER;乙方的项目团队包括项目经理、顾问、开发LEADER、实施工程师。
项目团队中的项目经理非常关键需要全身心的投入,尤其是甲方的项目经理,一定要保证前期基本全程参与。由于大多数甲方的项目经理都身兼数职,任务多,工作强度大,辛苦不言而喻。因此,需要制定合适的KPI 考核方式和奖赏机制,一方面激发项目经理和项目团队的工作热情,另一方面考核项目进展,及时发现问题。笔者曾在一家中字头的国企担任MES 实施顾问,项目实施时,由于制定了细致有效的KPI 考核方案,项目经理白天全身心投入MES 项目,晚上加班完成自己的本职工作。最后这位项目经理因表现优异,在预定的时间内保质保量完成项目,荣升为制造部主任。
排业务,构建制造企业的标准TO-BE 流程
实现精益、协同制造
3.1. 为什么要构建TO-BE 流程
构建TO-BE 流程的目的是帮助企业实现精益制造、协同制造。一般MES 项目在选型结束、同供应商签订合同时,甲乙双方同时会签订SOW(工作说明书,Statement of Work)。但是,SOW 中的功能范围界定只是简单的描述MES 功能点,没有描述基础数据,也没有列出业务流程,仅仅靠这个SOW 是无法下手进行MES 实施落地的。即使实施了,由于MES涉及到计划、仓库、工艺、生产、质量、设备等不同部门间的协同,如果没有标准的TO-BE流程去规划,产生的效果也可想而知。举两个例子:
1)物料配送
物料配送涉及仓库和生产之间的协同,如何进行物料配送、每次送多少、按照什么标准来送,都涉及部门与部门之间的操作便利性,和部门间的利益考量。生产部门不希望一次性配送,我需要多少送多少,不然物料堆满线边容易损失;仓库部门希望方便,一次性送到,尽量减少配送工作量。这就需要事前讨论、规划好配送流程。
2)ECN 工程变更(Engineering Change Notice)
ECN 涉及到计划、仓库、生产的协同。例如,当M-BOM 发生变更时,目前在制的工单是继续做,还是关掉?如何关?关掉后物料怎么退回仓库,制成品怎么处理?这些也需要讨论规划好。ECN 变更时的流程走向实际上也是MES 要去解决的问题,如果这个流程都没有,何谈MES 实施落地。
那么这些协同由谁来定呢?就是由标准TO-BE 流程来定。标准TO-BE 流程由一系列子流程组成。以电子行业为例,包含5个子流程:

TO-BE 流程清晰的描绘了未来打算怎么做。通过构建TO-BE 流程,明确并制定计划、仓库、生产、质量、工艺、设备等不同部门的业务流程,同时定义各部门之间协同制造的方法和标准,进而形成MES 需求计划书,得到基础数据标准化方案。有了这些,MES 才能真正开始实施。否则就像例子中所讲,容易实施不下去。
3.2. 如何构建标准TO-BE流程
首先,TO-BE流程是需要一个团队来构建的。它由专业顾问、制造总监、质量经理、工艺经理、计划经理、仓库经理根据企业的实际情况共同推进,充分梳理本企业制造执行业务和协同制造关系后得出的。如果有必要,可以单独进行一个咨询项目,邀请行业专家辅助梳理。笔者2014年初做某工厂MES项目,客户企业选型选了韩国一MES产品。构建标准TO-BE流程时,笔者和韩国MES顾问专家、客户企业的制造总监、质量总监以及工艺部门整整花了3个月时间,构建了全部TO-BE标准流程,为后续成功实施MES奠定了良好基础。
面向各业务部门协同构建TO-BE流程一般包括业务相关的多个主题,由于篇幅的原因,这里只能粗粗的描述。笔者还是从实战经验出发来描述这一过程。以下以电子组装行业为例:
1)TO-BE Process Design - Order Process
Order Process详细描绘了车间工单处理的相关业务,包括同ERP系统的对接、工单下达、工单执行、报工等。
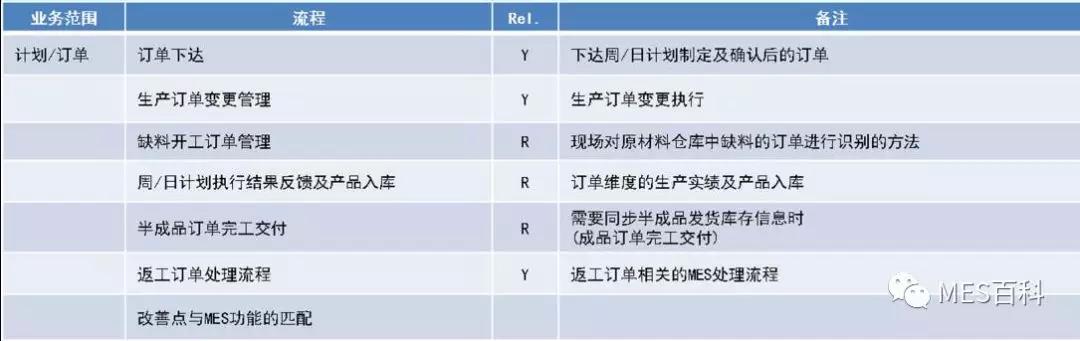
订单流程的关键点有:工单释放、生产订单变更管理、缺料开工订单管理。
① 工单释放。描述清楚车间如何获得工单,作业指示如何下达,涉及哪几个部门、哪几个系统,出了问题如何回退等。
② 生产订单变更管理。描述清楚订单变更的签核流程,以及车间在变更订单时需要采取的动作。
③ 缺料开工订单管理。针对缺料开工的订单,描述清楚如何签核、如何开始、如何补料、补料后如何更改为常规订单等。
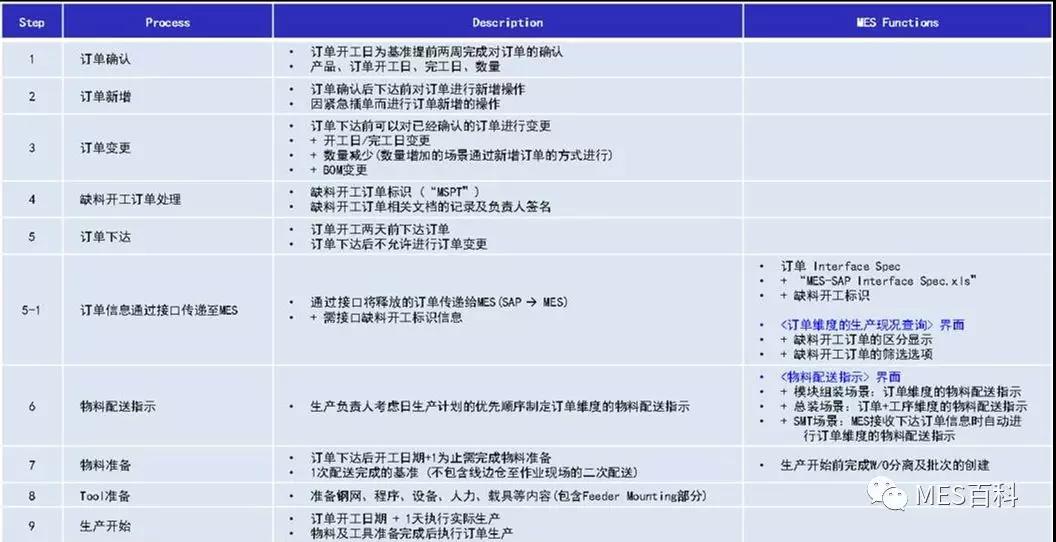
以工单释放为例,标准TO-BE流程的构建过程如下:
① 准备工作:理清工单管理的相关基础数据;
② 定义TO-BE流程的输入输出;
③ 绘制工单处理的业务流程,注意指出业务流程涉及的各个部门、工作内容和相互间关系;
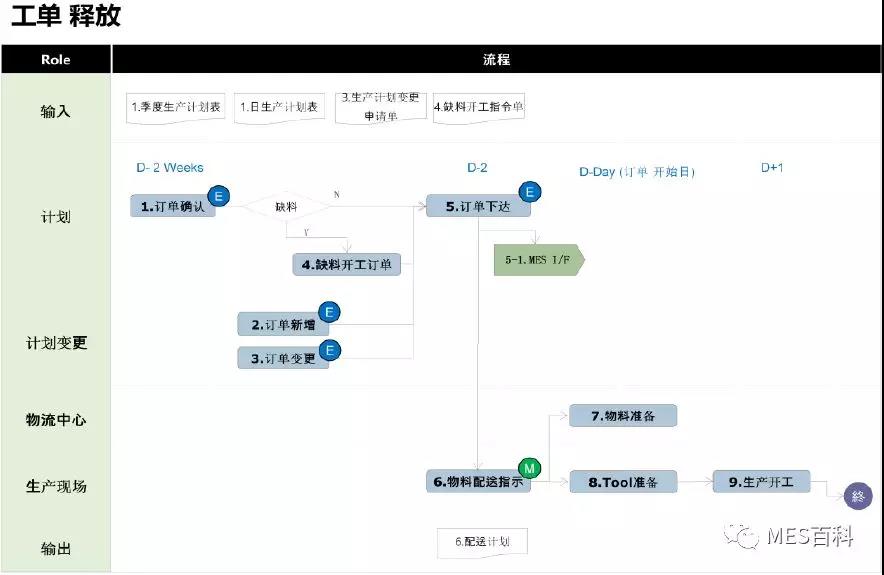
④ 根据标准TO-BE流程拆分出系统功能明细。
图:工单释放:对于计划已确定的生产订单的作业指示及准备流程
2)TO-BE Process Design - Material Management Process
Material Management Process详细描绘了车间物料配送与消耗的相关业务,包括物料入库、IQC及缺陷记录、物料配送、扣料、退料等。
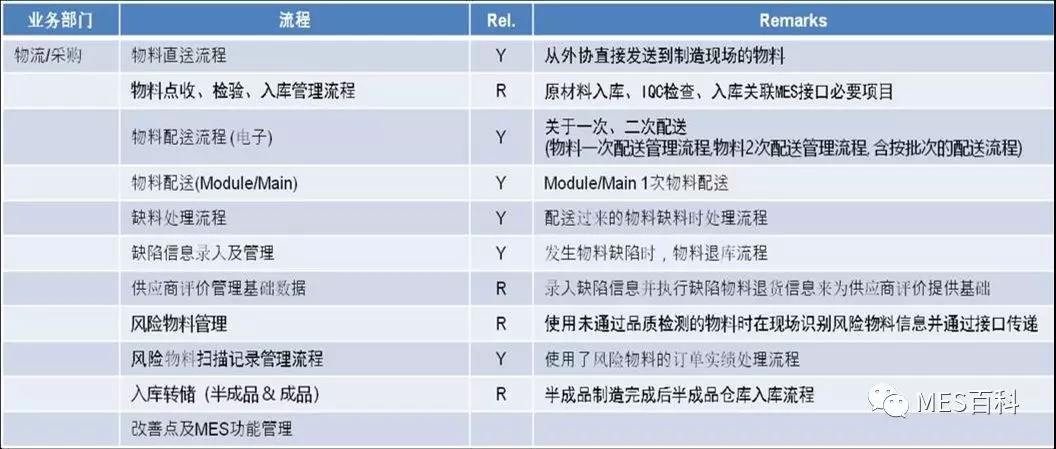
物料管理流程的关键点有:物料配送、物料点收、检验、入库、物料配送。
① 物料配送。描述清楚如何形成物料采购计划、如何生成外协物料配送通知、IQC及缺陷记录、如何入库、如何配送到线边仓等。
② 物料点收、检验、入库管理流程。描述清楚物料如何清点、IQC及不合格品处理、补货、入库、二次包装与内部标签管理等。
③ 物料配送流程。描述清楚如何根据订单生成捡料单、物料配送、线边仓接收等流程。
3)TO-BE Process Design - Quality Process
Quality Process详细描绘了车间质量管理的相关业务,包括检验、异常管理、质量追溯等。

质量流程的关键点有:首检&过程检&出厂检。
① 首检&过程检&出厂检。描述清楚车间如何选择工单进行检查、不合格品处理、QC合格证管控等。
4)TO-BE Process Design - Manufacture Process
Manufacture Process详细描绘了车间制造流程,梳理出符合现场业务和作业人员作业环境的系统运营流程,包括作业执行、过程管控、数据采集、班次管理、工艺/配方管理等。
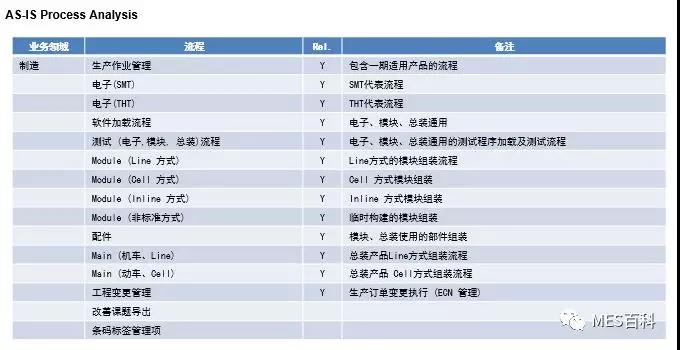
制造流程的关键点有:作业执行、数据采集。
① 作业执行。描述清楚车间执行工单的过程,如何过站,如何锁定,如何分批合批等。注意,一定要通过系统进行业务。
② 数据采集。描述清楚车间工程数据采集的过程,采集哪些设备的哪些数据,采集频率,采集方式,数据处理业务流程等。
5)TO-BE Process Design – ECN Process
ECN Process详细描绘了发生工程变更时如何处理的相关业务,包括变更签核、变更发布与通知、变更执行等。
图:工程变更管理 工程变更的执行(ECN管理)
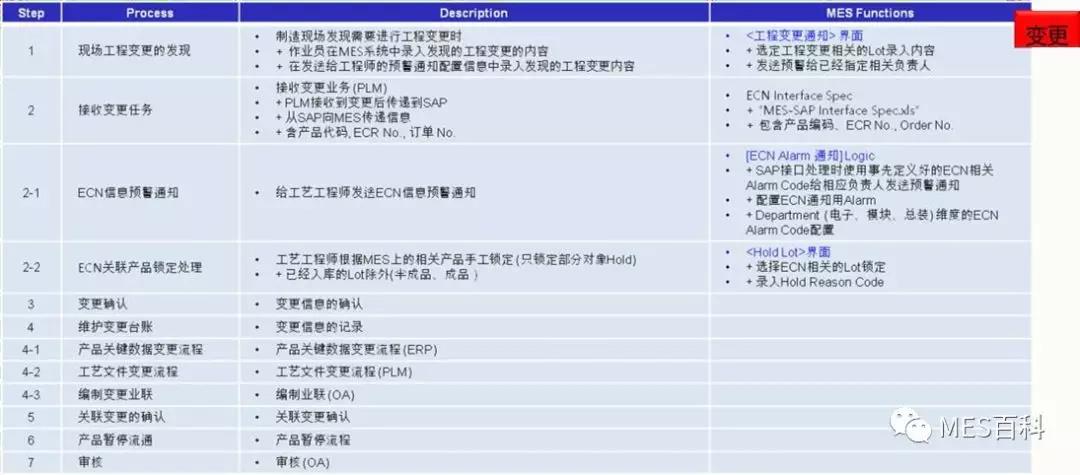
工程变更管理流程的关键点有:订单变更处理。
① 订单变更处理。描述清楚发生变更时,工单如何处理、物料如何处理等。
理流程
导出适合的、有效的MES需求
构建标准TO-BE流程的最大意义在于通过TO-BE流程,导出适合的、贴近企业的MES需求计划书。通过TO-BE流程梳理,结合签订合同时签署的SOW,制造总监、专业顾问、甲乙双方的项目经理根据企业自身的生产特点、业务需求,构建有效的、适合企业的、专业的需求书。需求不要贪图大而全,有些功能做了也未必真正能用起来,还是要从TO-BE流程出发,找到真正适合自己的,有效的需求。不切合实际的需求不要;不是MES真正需求的不要;虽能实现,但拖累进度、达不到项目规定上线时间的需求也不要。需求定好了,MES实施就有根有据,也能准确的预估风险。
构建好的MES需求计划书务必要双方负责人签字确认,确保MES需求计划书稳定、持久、可靠,不受到各种外界因素干扰。一份稳定的MES需求计划书有助于项目推进,减少实施风险。
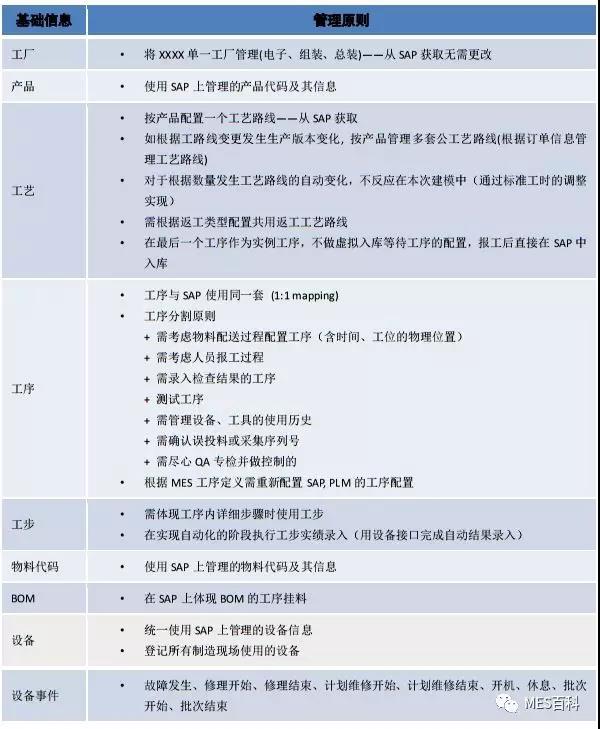
定数据
整理基础数据标准化概要方案
在TO-BE流程及需求计划书基础上,整理并确定基础数据标准化概要方案。经过TO-BE流程梳理后,客户企业往往发现MES基础数据,如车间、工序、产品、物料、BOM、Deffect Code等,在ERP或PLM中有但颗粒度不够细化,或者干脆不存在。这时候需要考虑从来源整理基础数据。数据来源包括ERP、PLM、CAPP等现有系统和历史档案。针对不同的基础数据,根据企业自身具体情况,使用不同的标准化方案进行管理,导出最有效的基础数据。一个基础数据标准化方案如下表所示。
写在最后的话
笔者从2003年开始,实施过电子组装、汽车零配件、机加工、半导体封测、医疗器械等多个行业的MES。有些项目顺利,有些项目失败,有些项目走过很多弯路。笔者想说,MES失败的原因非常之多,业务、流程、协同、功能、需求……都有可能导致MES实施失败。但任何项目的失败都不是单方面的,归根结底还是甲乙双方共同的原因导致失败。笔者希望本文中总结的一些经验做法,不管对甲方还是乙方都有一些启发和帮助,双方相互理解,相互配合,共同把MES项目实施好。